


想要探索钢管折弯无缝钢管追求品质的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:钢管折弯无缝钢管追求品质的图文介绍
福州宏钜天成钢管有限公司主要生产 锻打圆钢。公司本着低价经营,质量为先的销售原则,让客户买的放心,用的舒心!诚信、专业、是我们的服务宗旨,开拓创新,与时俱进是我们的核心价值观。我们将竭诚为新老客户提供过硬的产品和优质的服务,也竭诚欢迎广大新老客户来电、来函,来人洽谈业务,指导工作!
服务三保: 保证质量、保证时间、保证数量。
服务宗旨: 雄厚的实力、优质的产品、低廉的价格、的服务。
郑重承诺: 保证以优质的产品、过硬的质量、实诚的价格、完善的服务来答谢新老顾客的信赖。
经营原则: 顾客至上、质量优良、品种齐全、价格合理。



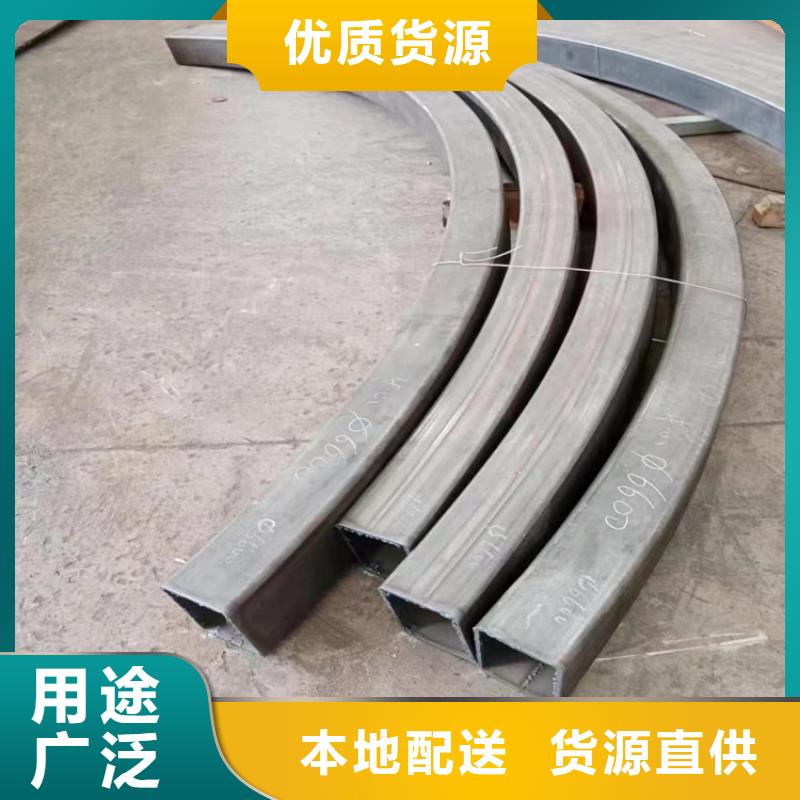
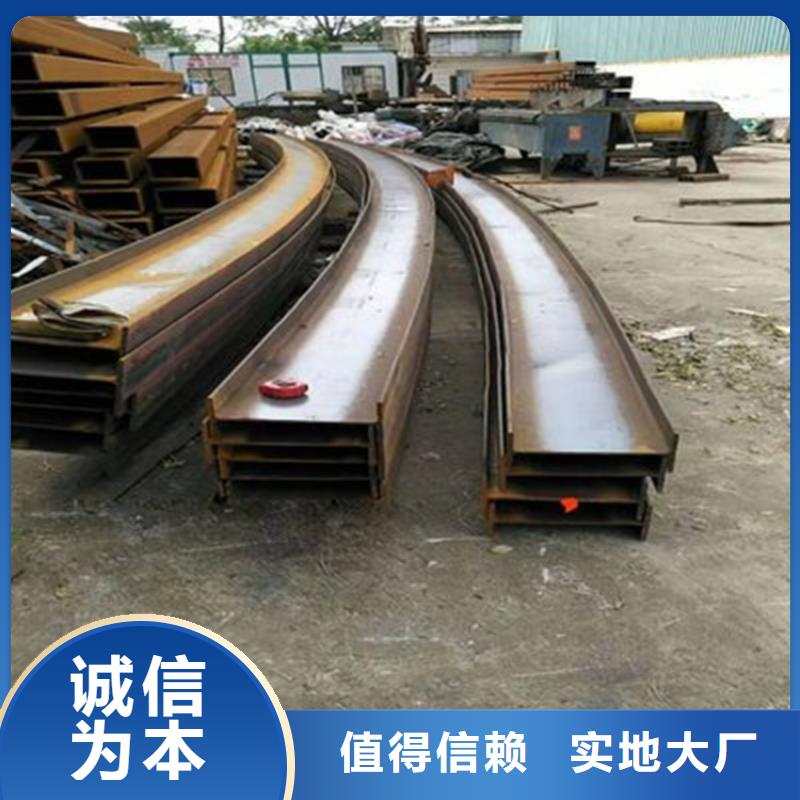
一般滚弯机常在哪些地方使用滚弯机首要用于工字钢、矿工钢、U型钢、C型钢、角钢、槽钢、道轨、方钢、钢管等型钢的拱形卷圆、变径、定角弯曲。选用数显编码器编程,使液压操作体系定位准确,所弯型钢一次主动成型,效率高、操作便利。广泛应用于隧道、地铁、水电站、地下洞室等职业施工中,是钢拱架制造的志向设备我厂出产的工字钢滚弯设备,选用数控设备,液压操作体系定位准确,滚弯型钢一次主动成型,效率高、操作便利。钢管折弯
滚弯机主动滚轮和被迫滚轮选用特别材料高性能钢质,经整体热处理,减少游轮的运用磨损,对工件无划伤,运用寿数更长。厂的工字钢滚弯机的液压体系选用先进的液压元件,液压体系设计独特,并增加了顶出反弹设备,顶出能有力。
操作时不能超出机械性能规划作业。尽量避免偏疼载荷。操作与送料人员之间应按规矩信号,密切配合。如在弯制过程中发生曲解,应及时检查压痕违背受压面中心的情况,检查主、从动压轮能否磨损出槽,并及时进行检修。



钢管折弯中的损耗计算公式为:b=Q/G×100式中b为成材率,%;Q为合格产品分量,吨;G为投入质料分量,吨。成材率与金属耗费系数K成倒数的联系。b=(G-W)/G×100=1/K. 式中W为出产过程中形成的金属损耗量,吨。可见影响成材率的主要因素是出产过程中产生的各种金属损耗。因而,提高成材率的途径主要是减少各种金属损耗。由于各个轧钢车间用的质料和轧制的产品不同,如有的轧钢车间以钢锭为质料通过中心开坯,轧制成材;有的车间以钢锭为质料直接轧制成材;有的车间以钢坯为质料轧制成材;还有少量车间则是以钢材为质料加工成各种成品钢材的,所以用一种成品率计算方法。难以表示和比较出产过程中金属收得情况,难以反映车间之间在出产技术水平和管理水平上的差异。因而,在成材率的计算上就有不同的方法,如锭一材成材率、锭一坯成坯率、外来坯一材成材率等,各轧钢车间要根据具体情况计算。



钢管折弯是将金属薄板、管材和型材弯曲成具有一定曲率、形状和尺寸的工件的冲压工艺。 拉弯成型广泛用于制造高压容器、锅炉汽包、锅炉管、钢板和船体肋、各种器皿、仪表部件和柜体嵌件。根据工艺特点,拉弯可分为顶弯、压弯、辊弯和拉弯。压弯是常用的拉弯方法。 所使用的设备多为通用机械压力机或液压机,也有专用折弯机,常用的折弯设备是卷板机。 三辊弯曲机是根据三点定圆的原理,连续弯曲板坯。 三辊卷板机有两个驱动辊(固定)和一个压辊(可调)。 通过调节压辊的上下位置,可以改变压辊与驱动辊的相对距离。 当拉弯时,版材置于驱动辊和压辊之间,驱动辊正反向旋转,使版材往复运动。 通过调节压辊逐渐下压,可以将板材弯曲成具有所需曲率的圆柱面、圆锥面和曲率较小的双曲面。 压辊一端可升高,方便工件卸料。 还有四辊和多辊卷板机。 四辊卷板机用于轧制厚板滚筒。 四辊以上的多辊卷板机利用多对辊将板材逐渐弯曲成复杂的形状。对于要求精度高、长度和曲率半径大、横向尺寸小的折弯件,可以在专用的拉弯机拉弯上进行。 当拉弯时,板的整个厚度都在拉应力的作用下,所以只发生伸长变形,卸载后回弹引起的变形小,容易保证精度。


简单介绍一下钢管折弯的工艺特点钢管折弯就是把金属板材、管材和型材弯曲成一定曲率、外形和尺寸的工件的冲压成形工艺。 钢管折弯成形普遍应用于制造高压容器、锅炉汽包、锅炉炉管、船体的钢板及骨肋、各种器皿、仪器仪表构件以及箱柜镶条等。压弯是常用的弯曲办法。所用设备大多为通用的机械压力机或液压机,也有用折弯压力机的。常用的滚弯设备是卷板机。三辊卷板机按三点决议一圆的道理,对板坯停止连续弯曲。三辊卷板机具有两个传动辊(固定)和一个压下辊(可调)。调理压下辊的上下位置即可改动它与传动辊之间的相对间隔。钢管折弯时,板材置于传动辊和压下辊之间。传动辊正反方向交流转动,使板材往复运动。调理压下辊使之逐渐压下,即可将板材弯曲成所需曲率的圆柱面、圆锥面和曲率较小的双曲面。


